
While the concept of Industry 4.0 is known for years, the real adoption and comprehension seems to be lacking behind. As we move towards a more advanced and interconnected world, it is crucial to address some of the most pressing questions related to Industry 4.0 and Industrial Emission control. In this blog, we will explore the 15 most frequently asked questions that are often misunderstood or overlooked. From the benefits of Industry 4.0 to the challenges of implementing emission control measures, we will delve into the details of these topics, shedding light on the advancements and opportunities that lie ahead. This blog will provide you with valuable insights and answers to your burning questions. Let’s dive in and unravel the mysteries of Industry 4.0 and Industrial Emission control.
Overview of Questions
It’s critical for manufacturers to keep up with the changes in the industry as they are bound to have a large effect on the future of production. We have collected the 12 questions that we encounter most for you, below.
What is Industry 4.0?
Put simply, Industry 4.0 is an initiative to revolutionise the manufacturing and engineering sector by combining the digital world and that of industrial production to create “smart” manufacturing facilities. Some of the expected benefits include resource productivity and efficiencies, along with greater flexibility in creating highly personalised or configured products on a mass scale.
Industry 4.0 refers to the promise of connecting the digital and the physical worlds through smart factories that contain cyber-physical systems. The term includes many different technologies, applications, and concepts which is why many people are often confused as to what exactly is included under the umbrella of “Industry 4.0”.
What is the difference between Industry 3.0 and Industry 4.0?
3.0 vs 4.0 The main differences between factories of the past — even automated ones — and the most technologically advanced factories of today is the concept of connectivity. In a Data-Driven Manufacturing environment, every piece of equipment and every industrial machine is transformed into a node on the corporate network. On a more granular level, Data-Driven Manufacturing enables real-time machine-level monitoring, giving manufacturers a previously unavailable view of machine health. It also enables manufacturers to become proactive in terms of their machine upkeep and repairs, reducing downtime due to mechanical failures and problems.
Why is Industry 4.0 important for production processes?
The manufacturing industry has always been driven by the pursuit of lean and more efficient processes. In today’s fast-paced world, where consumers demand faster, cheaper, and higher-quality products, manufacturers are constantly challenged to improve their production processes. They strive to achieve the highest throughput, lowest cost, minimal material usage, and fastest cycle times. Once manufacturers have mastered the art of creating efficient processes, they don’t stop there. They push themselves further through continuous improvement.
However, the problem is that continuous improvement has become the norm. Everyone is doing it, which means it no longer provides a competitive advantage. If you truly want to stand out and gain an edge over your competitors, you need to do more than what everyone else is doing. This is where Industry 4.0 solutions come into play. By implementing these advanced technologies and practices, you can take your operations to a whole new level. Another motivator is that with rising energy costs and resource scarcity, we have a responsibility to future generations to create as efficient processes as possible, next to reducing waste. Read more about Waste Heat Recovery.
What are the biggest benefits of adopting Industry 4.0?
One of the biggest benefits for manufacturers to adopt Industry 4.0 is the potential for increased productivity and efficiency. With the integration of advanced technologies such as Internet of Things (IoT), Artificial Intelligence (AI), and Machine Learning, manufacturing processes can be optimized and automated to a level never seen before. This means that tasks that were previously time-consuming and prone to errors can now be completed faster and with greater accuracy.
By leveraging real-time data and analytics, manufacturers can make informed decisions and adjustments in real-time, leading to improved operational performance and reduced downtime. Additionally, Industry 4.0 enables manufacturers to achieve a higher degree of customization and personalization. This not only enhances customer satisfaction but also opens up new opportunities for revenue growth. We tend to summarize the benefits of Industry 4.0 towards 3 main points: Improving Processes, Continuity and Automated Production:

What is holding adoption of Industry 4.0 Innovation back?
Despite the numerous benefits and potential advancements that Industry 4.0 offers, there are still several factors holding back its widespread adoption. One significant barrier is the high cost associated with implementing these innovative technologies. Many manufacturers may find it challenging to invest in the necessary infrastructure and equipment required for Industry 4.0.
Additionally, there is a lack of awareness and understanding surrounding the concept of Industry 4.0 among industry professionals. This lack of knowledge hinders the adoption of these innovations, as companies may be hesitant to embrace new technologies they do not fully understand. Moreover, the complexity and integration challenges associated with Industry 4.0 solutions can also impede adoption. Manufacturers may face difficulties in integrating new technologies with their existing systems and processes, causing disruptions and delays in implementation.
Finally, concerns regarding data security and privacy pose another significant barrier to the adoption of Industry 4.0. As these technologies rely on the collection and analysis of vast amounts of data, there is a need for robust cybersecurity measures to protect sensitive information from unauthorized access or breaches.
These reservations are in contrast to the biggest priorities that manufacturers share with us being:
- Operational Efficiency & Productivity
- Profits, Production Costs & Client Satisfaction
- Innovation
When asked about reasons why not all opportunities are embraced, the following answers are mentioned:
- No need to adopt a digital first strategy
- Anxious about consequences and security risks
- Still figuring out how to implement
- Still in pilot / testing phase
- Lack of early wins has halted further progression and experimentation
- Not able to extract adequate value from available data
- Waiting for proving concepts being implemented at competitors
What are the risks of adopting industry 4.0 solutions?
While the benefits of adopting Industry 4.0 solutions in the manufacturing industry are vast, there are also risks that need to be considered. The biggest concerns can be summarized as:
- Lack of available skills. Nobody has done it before and partners do not have a proven track record to assist implementation. Also, there is still a general reluctance from stakeholders, senior management and investors to adopt new technologies.
- Uncertainty about Cybersecurity. As human fault is made easily. Interconnectedness may lead to breaches and hacks. A solution may be to use a private cloud. Another solution is to make ‘one-way communication’ so information can be read out from a distance, but operations cannot be controlled from afar.
- Uncertainty about benefits. Will it be worth it? What’s the ROI? Large investments need to be made and other operational improvements might cost less.
Despite these risks, it is crucial for businesses to overcome them and embrace Industry 4.0 to stay competitive in the rapidly evolving manufacturing landscape. There is no doubt your competitors are looking into Industry 4.0 to achieve maximum efficiency and profitability. The biggest risk to your company is not doing anything at all! Start small, involve all lines of business and engage partners you can trust and you will succeed at moving your business towards Industry 4.0. To help you gain insights on future performances, we make use of our patented Air Technical Modeling software.
What are the most important terms to know related to Industry 4.0?
Most people have an idea when hearing terms like AI, IIoT, Machine Learning and Cyber Security, especially related to one’s personal life. How this is related to an industrial environment is quite different however. Also when combining it with Emission Control, it may become confusing. Therefore, we created the following blog: Everything you need to know about Industrial Emission Control and Smart Manufacturing.
What kind of Data Analysis Phases are to be considered?
When using data to optimize production processes, there are four steps or ‘Analytics Phases’ to be considered. Each steps bring more potential value, but also becoming harder to implement. The steps are:
- Descriptive Analytics: Descriptive analytics is the initial phase of data analysis in Industry 4.0. It involves gathering historical data from various sources within the manufacturing process, such as sensors, machines, and production lines. This data is then analysed to provide a comprehensive overview and understanding of past performance and events. Descriptive analytics answers questions like “What happened?” and “What is the current state of affairs?” Manufacturers can gain valuable insights into production trends, machine utilization, energy consumption, and overall operational efficiency. Visualizations, dashboards, and summary reports are often used to present information, enabling stakeholders to make data-driven decisions and identify areas that require further analysis.
- Diagnostic Analytics: diagnostic analytics, goes beyond descriptive analytics by focusing on answering the question “Why did something happen?” In this stage, data analysts delve deeper into the factors and root causes behind the patterns and events identified in the descriptive phase. By using advanced techniques like data mining and drill-down analysis, manufacturers can pinpoint the underlying issues or anomalies that affect the production process. Diagnostic analytics helps detect inefficiencies, bottlenecks, and potential quality problems, empowering manufacturers to take corrective actions and optimize their operations.
- Predictive Analytics: Predictive analytics takes data analysis to a proactive level by addressing the question “What is likely to happen in the future?” This phase involves leveraging historical and real-time data to build models and algorithms that can forecast future trends and events. Machine learning and artificial intelligence play a critical role in predictive analytics, as they can identify patterns and correlations in vast amounts of data, enabling manufacturers to make informed predictions. By anticipating equipment failures, maintenance needs, and demand fluctuations, manufacturers can implement preventive measures and plan resources more effectively. Predictive analytics significantly enhances efficiency, reduces downtime, and contributes to cost savings in smart manufacturing.
- Prescriptive Analytics: The final and most advanced phase of data analysis in Industry 4.0 is prescriptive analytics. Prescriptive analytics addresses the question “What should be done to achieve a specific outcome?” It goes beyond predicting future events and offers actionable insights, recommendations or even automated actions to optimize processes and decision-making. Prescriptive analytics combines data from various sources, historical trends, and predictive models to suggest the best course of action in real-time. It assists manufacturers in making agile decisions, automating processes, and even optimizing entire supply chains. By leveraging prescriptive analytics, smart manufacturers can enhance production efficiency, quality, and overall performance.
The image below shows clearly how a production process may move from just providing information in hindsight towards foreseeing what’s likely to happen (insight) and how machines should respond when certain situations occur.
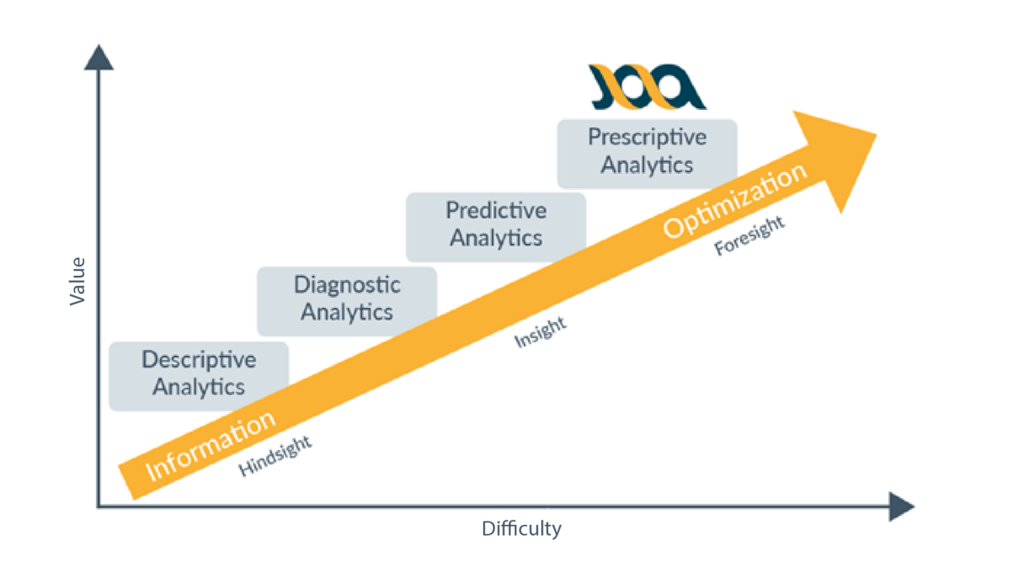
Finding solutions to move up the ladder require a thorough understanding of the production process. Read more about Knowledge Based Solutions.
Is Industry 4.0 the same as the 4th Industrial Revolution?
Yes, you can say the term ‘Industry 4.0’ means the same as the fourth industrial revolution. While the use of electronics and Information Technology has been used since the 60’s, the more recent advancements and possibilities are considered significant enough to call this a new revolution.
Industry 4.0 is redefining the way we can create, produce and deliver products in an era of unparalleled technological advancements and possibilities.
What are some existing examples of Industry 4.0?
It’s easy to talk about the technologies and benefits of Industry 4.0 but real life examples are often the push that higher ups need in order to start really considering how the smart factory of the future could help bolster their businesses.
Below are 5 well known examples of Industry 4.0 initiatives that are being used today:
- Predictive Maintenance: By leveraging IoT sensors and data analytics, manufacturers can monitor equipment and machinery in real-time. The collected data helps identify patterns and anomalies that indicate potential failures or maintenance needs. With predictive maintenance, the process industry can proactively address issues before they lead to costly downtime, reducing maintenance costs and maximizing production efficiency. Related to emission control, read more about ‘Knowledge Based Solutions’
- Collaborative Robots (Cobots): These robots are designed to work alongside human operators safely and efficiently. Cobots can perform repetitive or physically demanding tasks, freeing up human workers to focus on more complex and creative aspects of production. They are equipped with advanced sensors and AI algorithms, enabling them to adapt to their environment and collaborate seamlessly with human counterparts. Famous examples are the warehouse bots at Amazon.
- Digital Twin Technology: Digital twins are virtual replicas of physical assets or processes. In smart manufacturing, digital twins are created for individual machines, production lines, or even entire factories. These digital replicas are continuously updated with real-time data, allowing manufacturers to monitor and simulate the performance of physical assets remotely. Digital twin technology aids in optimizing processes, predicting potential issues, and testing different scenarios without disrupting the actual production.
- Additive Manufacturing (3D Printing): Enables the creation of complex and customized parts with precise accuracy. Smart manufacturing incorporates 3D printing into various stages of the production process, reducing waste, lead times, and costs. With the ability to rapidly prototype and manufacture on-demand, additive manufacturing is transforming the way products are designed, produced, and distributed. A famous example of Additive Manufacturing is Lockheed Martin who saves millions per year by reducing costs thanks to 3D printing.
What will Industry 5.0 look like?
Industry 5.0 will need to revolutionize again the way we produce, collaborate, and innovate. Unlike its predecessors that emphasized automation and machine-driven processes, Industry 5.0 will emphasize the seamless interaction between humans and machines. While smart technologies like artificial intelligence, robotics, and the Internet of Things (IoT) will continue to play a crucial role, the focus will shift towards leveraging these advancements to empower human workers rather than replace them. The vision is to create a collaborative and adaptable ecosystem where humans and machines work hand-in-hand, capitalizing on their respective strengths to achieve unprecedented levels of productivity, efficiency and creativity.
In Industry 5.0, human workers will be equipped with enhanced skills and knowledge, embracing lifelong learning to stay updated with the latest technology trends. They will become “cyber-physical workers” capable of controlling and collaborating with intelligent machines, orchestrating complicated production processes, and solving complex problems with the support of AI-driven analytics. Sustainability will probably also be a key pillar of Industry 5.0. Smart manufacturing will be designed with environmental consciousness, utilizing renewable energy sources, heat recovery, optimizing resource consumption, and minimizing waste by Over- or Under-Extraction. This eco-friendly approach will not only drive cost efficiencies but also contribute to a greener and more sustainable future.
In 2011, the fourth industrial revolution (or Industry 4.0) began. This industrial revolution was brought on by the information era and the Internet of Things (IoT) and the Industrial Internet of Things (IIoT). What resulted are plant ecosystems of connected industrial infrastructures of smart and autonomous systems fuelled by the capture of huge amounts of process data. The next industrial revolution, which is inevitable and expected within conceivably within 5 to 10 years. Smart machines will do the repetitive and dangerous work, and humans will do the creative work.
How can Emission Control contribute to Industry 4.0?
Effective Emission Control is often overlooked when looking at opportunities to move towards smart manufacturing practices. Dust and Fume Emissions are however often reasons to lose a license to operate or accidents related to Operator Health & Safety or Explosion Safety. Emission Control is often just a ‘utility’ but when addressed properly, it can contribute tremendously to your operations. By implementing Industry 4.0 innovations related to emission control, there is one less thing to worry about. Read more this: Knowledge Based Solutions.
How can I implement Industry 4.0 at my production site?
You may be ready to start really thinking about the ways that you can improve processes with Industry 4.0 in your factory. However, you are probably wondering what barriers to entry you should expect along your implementation journey and what possibilities are there.
Challenges of implementation can include lack of buy-in and knowledge from the top down, the skills gap of your current employees, data security concerns, and scalability and reliability. With our data driven approach, JOA can help you setting the right priorities.
What is the difference between Industry 4.0 and Lean Manufacturing?
Lean manufacturing or lean production is a method created in Japan around late 1980. It is an industrial philosophy that consists in the use of ongoing systematic models to minimize waste and maximize resource usage. It’s a generic term that suggests an ongoing process of using models to identify wasteful practices, reduce costs, and increase overall quality specific to the manufacturing area of a site.
Industry 4.0, leads to the next level of performance. By focusing on the end-to-end digitization of everything, using cyber-physical systems, it connects and integrates digital environments with value chain partners. This wide network of new technologies and exchange of information in real-time between humans and systems, allows companies to experience unparalleled levels of performance, efficiency and quality. Industry 4.0 could be a subset of a lean manufacturing approach, whereby the manufacturer would use a connected asset approach in certain areas of a plant’s production.
What are the costs of implementing Industry 4.0?
Costs depend on a variety of factors including the number of machines to connect, the addition of hardware components to enable connectivity, the price of associated software licensing, and the level of individualization of the software.
Manufacturers can install solutions on just one critical piece of equipment, on a handful of machines, or on every site. This versatility means manufacturers can focus their technology budgets on the tools that have the biggest impact on their business. We believe choosing the right specialist partners and tailored solutions lead to the highest returns. Read more about Standard vs. Tailor-made Emission Control.
Is your question not answered? Please contact us!
Being the front runner for tailor-made emission control, JOA likes to hear from you what challenges you face in your operations. Please reach out by email or book a meeting directly with our Sales Engineers.



