It’s a familiar scenario across all sectors of manufacturing; you’ve got an industrial air filtration system in place to extract dust, vapor, odors or UFPs. It works, but perhaps not as well as it could do. When facing multiple, diverse operational challenges day-to-day such an issue may not be top of mind. It can, however, have serious implications.
Under & over-extraction
Two potential scenarios are presented; either a system does not extract as much as it could, or you are faced with the exact opposite – over-extraction. In either case, the results can be serious.
Broadly speaking, having in place a non-optimal solution brings problems in three areas:
- Workplace health and safety
- Equipment maintenance
- Environmental footprint by wasting resources
- Explosion safety (ATEX)
Ultimately, all of these things are liable to take a considerable toll on profitability.
How Over-extraction leads to inefficient processes
Issues associated with over-extraction are manifold. Sometimes, many years go by as there is no perceived dust in the workplace. Still, valuable product may be extracted and wasted over the years. Also, with the rise of energy costs, a more balanced system may save operational costs tremendously. Summarizing, issues associated with over-extraction include:
- Extraction of valuable product from the process
- High Energy Costs due to higher fan speeds
- More downtime and costs due to filter maintenance or replacement
- Filter bags filling up more rapidly
- Wasted energy
- Higher maintenance cost
What are the environmental implications of over extraction
In the case of over-extraction, the working environment is often safer and cleaner and less likely to demotivate employees. However, it still poses a significant threat to the environment.
Too much extraction will require increased energy consumption, which will needlessly increase the carbon footprint.

What does over extraction cost for industrial processes?
Naturally, this increased energy consumption has additional negative impact, requiring additional spending on unnecessary utilities – something increasingly worth consideration with prices currently on the rise.
Neither do the cost implications of over-extraction end there; making the equipment bigger or have to work harder than it needs to will lead to increased wear and tear and consumption of the filter. The results of this is liable to be increased costs on two fronts – on the one hand additional spending on filtration equipment and maintenance will be required. On the other, the increased maintenance will certainly imply unforeseen downtime and a resultant loss in production.
How Under-extraction leads to an unhealthy and unsafe work environment
Issues associated with under extraction include:
- Clogged pipes
- Increased risk of explosion
- Dirty and unpleasant working environment
- Extra cleaning required, resulting in increased downtime
- Lost production due to unscheduled maintenance requirements
How under extraction impacts on the environment
Less effective extraction of harmful particles also increases the need for housekeeping, source extraction or scrubbing. Scrubbing in turn increases water consumption, with additional detrimental effects upon the environment.
The safety implications for non-optimal extraction
An ineffective system can impact on the health and safety of a workplace in a number of ways. The most obvious of course, is the situation that dust or vapors, are not removed by housekeeping. This can post health risks to the operator, but is also likely to create an unpleasant and unhealthy working atmosphere; no one wants to work in a dusty environment.
The big bang: inefficient extraction and the risk of explosion
Equally, the lack of suitable extraction can lead to a serious risk of explosion. Numerous dust types pose a risk of explosion. For example, those from agricultural products, solids, woods, plastics, textiles, chemicals and metals are all very explosive in the right concentration.
Without sufficient extraction, these can collect in corners, crevices, on equipment, in roofs, piping, shelves and in many other locations in a factory. These collections of dust are, essentially, fuel.
Even with only a small amount of dust present, all that is required to create an explosion is oxygen and a source of ignition. The consequences can be catastrophic.
Ensuring the ongoing efficient operation of equipment
At the same time, the collection of dust or UFPs can have serious implications for the condition of your equipment. Ineffective removal will almost certainly lead to increased downtime over time, with a resultant loss of production and profitability.
It will also result in unscheduled repairs and equipment replacement. In either case, the result is essentially the same; unforeseen costs that could easily have been avoided.

Sustainability: minimizing environmental footprint and preparing for the future
Additionally, non-optimal extraction is liable to have environmental consequences. This is a very topical matter at present. Environmental awareness is on the rise and, with it, an increasing understanding of industrial impact on our surroundings.
Recently, there have been indications that regulators may seek to increase the responsibility of emissions producers, making them increasingly accountable for their environmental performance.
This looks set to become the pattern for the foreseeable future. Environmental legislation is becoming more and more robust. As a result, today’s manufacturers are having to seriously consider not only their current emissions output, but also that of the future.
Getting ahead of the curve can be a challenge and can invoke considerable investment, but it does come with its own rewards in the form of peace of mind and future-ready operations.
Part of the challenge can simply be that the problem lacks tangibility. When dust cannot be seen, vapors felt or odors smelled, it is tempting to believe they are not present. Or that they can be easily addressed with one of the many standard products on the market.
However, tackling the situation can bring significant benefits. It’s worth considering in some detail the benefits of a tailored solution.
Balanced Extraction dedicated to your requirements
Every location and every manufacturing operation are unique. As such they have unique requirements that cannot optimally be fulfilled by a ‘one-size-fits-all’ solution. A standard solution will almost certainly lead to all the problems associated with under- or over extraction.
The perceived solution is often to install a bigger fan so that the environment is clean and you don’t see any dust or encounter any fumes any more. Out of sight is out of mind. However, a smaller filtration system, balanced to specific requirements of the operation will require less investment as well as providing better results.
In summary, the advantages of an industrial filtration system customized for location and operation are as follows:
- In control of your process, no more unpredicted downtime
- No more wasting resources, like energy and product
- Happy operators with better working conditions
- Safe work environment
- Compliant to regulations, like MAC values and reduced explosion zoning
Optimal extraction and reduced costs of operation
A system tailored to its environment will consume only the energy it requires to do its work effectively. It will also avoid over extraction of valuable product, reducing in both cases, in unnecessary waste of resources.
- Lower energy requirements = less energy wastage
- Reduced downtime = more productivity, less maintenance costs
- Better working conditions = improved productivity, lower employee sickness & turnover
- Reduced explosion zoning = lower insurance premiums, less costs for ATEX equipment due to reduced zoning
In fact, optimizing extraction in alignment with site specific requirements, is shown to offer a significant reduction of energy consumption in the region of between 20 and 25% per annum. With the reduced downtime due to lower maintenance requirement, reduced operational costs and investment requirements, potentially, return on investment could be within just 2-4 years’ time.
The optimal system will also place less pressure on equipment, extracting dust and UFPs that could otherwise cause unpredictable stops and unexpected costs in repair. Essentially, it is about weighing the perceived benefits of low investment expenses against the costs, over the lifetime of the system of lower Operational Expenses.
As outlined above, the effective and balanced extraction of dust, vapor, odors and/or UFPs is an essential element in providing a healthy working environment for personnel. The benefits of this should not be understated. In the first instance, employees are likely to feel more comfortable and valued at work and to be more productive as a result. Additionally, there are less likely to experience work-related illness resulting in time off from work.
As well as the reduction of explosion zoning mentioned above, an effective extraction system provides compliance for current and future regulations, protecting your operation from inadvertently falling foul of the law or even losing your license to operate. Ultimately, the results of this improved site performance, productivity, employee satisfaction and compliance amount to the same thing: a low total cost of ownership over the lifecycle of the product.
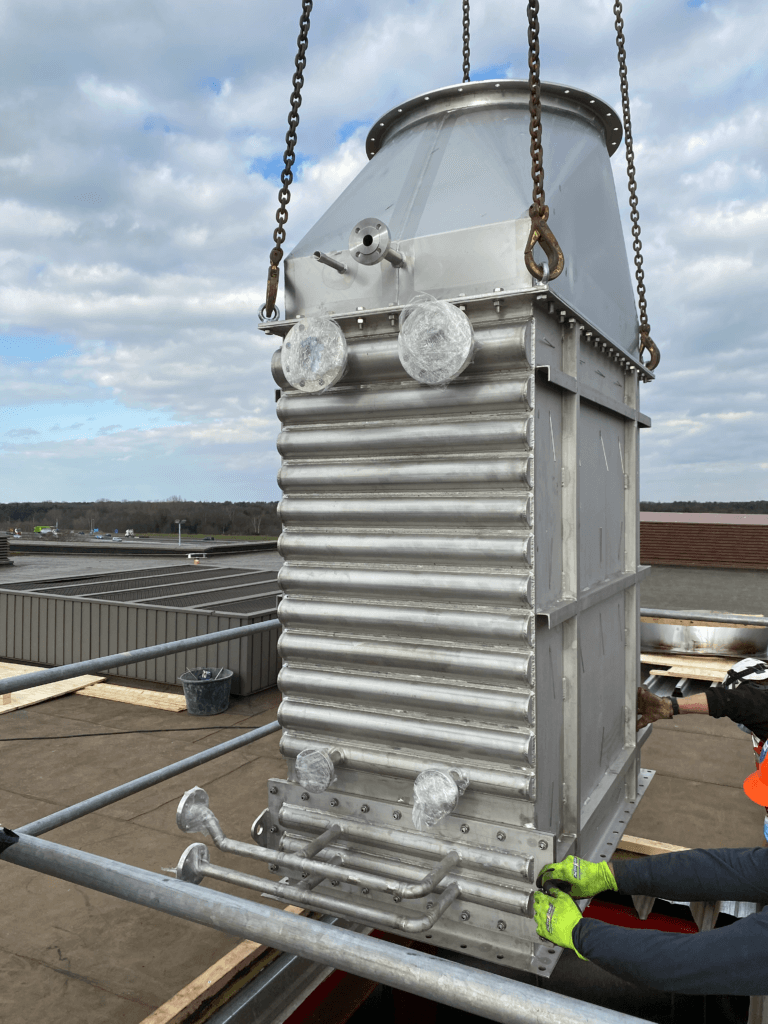
Dust, vapor, odor, UFP extraction: tackling unseen enemies
- Site Survey & Data Collection
- Air Technical Modeling
- Design & Engineering
- Building, Implementing and Commissioning of Equipment
- Service and Spare Parts
To best understand the requirements of an operation, our specialists will carry out an on-site survey in order to take measurements and gather data – including consideration of existing extraction on location. This approach has helped over 200 sites of the largest manufacturers worldwide.
Air Technical Modeling: Finding bottlenecks and predicting outcomes
Really distinguishing JOA from standard filtration suppliers is its Air Technical Modeling capabilities. This is crucial; as it ensures the stability, reliability, balance and efficiency of the system within its environment.
At JOA we have developed this graphical computational modeling software (GCM) in-house. With this we are able to develop not only an understanding of the present situation, but also predict future outcomes of an optimal, tailored solution.
Minimizing the risk of setbacks
Applying Air Technical Modeling in advance of production and installation offers a number of advantages, including:
- Minimized risk of (expensive) setbacks during realization
- Meaningful process guarantee on overall design
- Insight into multiple scenarios, generating accurate predictions
- Insights into particulate matter behavior
- No requirement for post commissioning optimization
- Easy adjustment and scenario modeling
- Applicable for both new build as upgrading existing systems
- Development of a balanced system
- Guaranteed velocities and capacities
- Clear depiction of requirements
- Limited downtime in operation
- A system operating optimally from the start
- Reduced cleaning and maintenance
Calculating optimal conveying velocity with JOA’s Force Balancing Model: VoCrit™
JOA has developed a Force Balancing Model called VoCrit™ to create true understanding of particle interaction within industrial processes. This software calculates the optimal conveying velocity range of the material that should be extracted. This range depends on a number of factors:
- Forces present on particles transported
- Particle size distribution range
- Particle shape and characteristics
- Piping diameter
The V0Crit™ velocity range ensures that particles are maintained within the airflow, thereby minimizing the potential of fouling in the ducting.
When exceeding this critical velocity range the following effects appear:
- Conveying velocity lower than V0Crit™: particles settle in ducting, resulting in fouling and plugging
- Conveying velocity above V0Crit™: high impaction rates of ejected particles from the turbulent core into the sub-layer. Energy is wasted.
Force Balance modeling provides insight into optimized conveying velocity, minimizing the risk for duct fouling and providing extraction system design that conforms with ATEX legislation.
Case studies: The impact of balanced extraction in real life

There are numerous examples of the successful implementation of the JOA approach and the benefits it has brought to manufacturers across various industries.
Patented deflector hoods at Chemical Site
Situation was that whole site was dirty. Black dust sticked to the site everywhere. Site manager had the ambitious goal to be able to walk through the site in a white shirt.
Solution was the customized design and production of a hood for the Chemical company, enabling extraction with almost no pressure required. Source extraction lead to a major change in cleaning schedules.
Result was that after JOA completed the project, less cleaning was needed and the Site Manager actually could walk through the site in a white shirt without becoming dirty. Operators were really happy with the result and less maintenance cost and downtime was needed.
Balanced extraction of valuable pigment
Situation was that client was unaware of wasting valuable pigment due to over-extraction. They did not know they had a problem and accepted the status quo for more than 7 years.
After a thorough investigation and site survey, JOA came with some adjustments to the existing extraction systems. Air Technical Modeling predicted that the fan speed could be reduced, while still extracting enough.
The result of this tailored solution was the preservation of expensive pigment, leading to high returns. The system was balanced leading to 300,000 euro per annum savings in ordered product/resources for the client. Also cost savings were made.
Filterbag consumption reduced to a minimum due lack of maintenance in Plastic Manufacturing
Situation was that filter bags broke down. They also bought the wrong (cheaper) bags. Also, filters did not work well and needed to be replaced often. There was no balance in extraction and for a longer period, the compactor system was not maintained properly. Result was that the finest dust was not extracted, buildup of dust, every week downtime and 3 bags replaced. High pressure drop (+4000 Pa) resulting in low source extraction capacity. After some time, a lot of noise came from the blow off of the compactor. The damper/silencer became polluted with UFP’s. Even the surrounding neighborhood came with complaints.
Solutions: We advised to use filters with a PTFE membrane. We also installed a new damper/silencer. Gave clear advise on how to handle their system to make sure it does not happen again. We made adjustments to create more balance so the better filters don’t need to be replaced as often. We also made a service contract for maintenance where we also include advise on future upgrades or improvements
Result: Noise was reduced and neighborhood was happy again. The blow off of the compactor was next to the meeting room and now people are wondering if the system is running or not, that much is the noise reduced. We established an awareness on the importance of maintenance and the right filters to the clients.